全国订购电话:18632802355
全国订购电话:18632802355  全国订购电话:18632802355
全国订购电话:18632802355 

— 产品列表 —
PRODUCT CENTER电话:0318-6662348
传真:0318-6662348
手机:18632802355
地址:河北省衡水市工业园区

产品详情
来源: 最后更新时间:2021-05-31 09:31:20 人气:162194
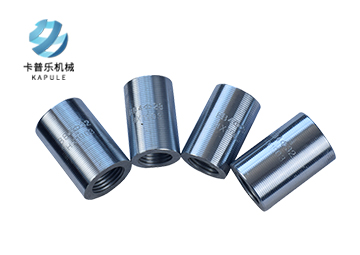
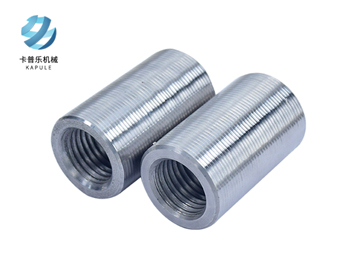
冷挤压连接套筒是一种没有内螺纹的套筒,连接时把冷挤压套筒套住两根钢筋的接头两端,放在专用压力设备中,按规定圧接道次和压痕,通过压力使套筒产生塑性变形而使两根钢筋连接在一起。
冷挤压套筒连接方法及措施:
1. 固定操作工人,并对操作人员进行技术培训。
2. 挤压连接前,钢筋端部标出定位标志和检查标志,定位标志是标示钢筋与套筒的位置,由于钢筋套筒挤压后伸长,定位标志进入接头,所以设检查标志检验钢套筒位置是否正确。
3. 挤压时必须从接头中间压痕标志开始依次向两端进行。
4. 为提高工效,在加工厂区,将套筒与钢筋连接,完成挤压头的一半,在现场挤压另一半,但半成品要架起放置,防止挤压筒内被污染。
5. 冷挤压套筒与钢筋规格要相符,不得以大代小,当钢筋变直径时,若钢筋相差一个等级,则可用大直径的套筒,若钢筋相差两个两个等级,则必须增加一个过渡段。(如,一些柱子的钢筋由Φ32变为Φ40,则套筒为Φ40连接Φ40-Φ36钢筋,之后,再用Φ36套筒连接Φ36-Φ32钢筋。)
6. 冷挤压的压膜必须等规格使用,当连接不同直径钢筋时,应根据两遍的钢筋直径采取相应的压膜。
7. 挤压连接完成后,要及时调直,偏折角度小于等于4度。


冷挤压连接套筒施工工艺如下:
1)检查钢筋套筒、钢筋、挤压设备、电源等必须符合施工要求。
2)在钢筋被连接端100 mm处用红油漆做标记。
3)在红色油漆标记端作定位标记,定位标记距钢筋端部的距离为钢套筒长度的1/2。按定位标记检查钢筋插入套筒内的深度。
4)将钢筋伸入套筒,用额定工作压力为80 MPa、额定挤压力为760 kN的挤压机挤压连接套筒。挤压前应委托具有资质的单位对油表进行压力标定。
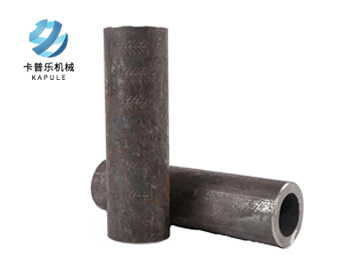
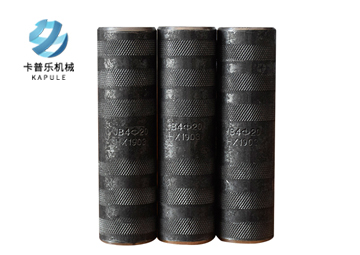
5)操作挤压机时,挤压φ25连接钢筋的压力控制在40 MPa,压痕 小直径为37 mm~39 mm,压痕尺寸均不小于50 mm,按要求每边压痕5道。压痕应均匀分布。在挤压 后一道时,由于拘束减小,则压力应控制在较其他压痕道次的压力小2 MPa~4 MPa,防止 后一道的 小压痕直径变小或超出下限。
6)钢筋冷挤压套筒完成后,派专人进行质量检查,达到报检条件时委托具有检测资质的单位进行现场随机抽样检测。
| 国标冷挤压连接套筒参数一览表(单位:mm) | |||||
| 规格 | 长度 | 外径 | 壁厚 | 单重 | 每包数量 |
| Φ14/Φ12 | 85 | 28 | 4.5 | 120 | |
| Φ16 | 100 | 30 | 4.5 | 0.28 | 100 |
| Φ18 | 118 | 34 | 5.7 | 0.47 | 70 |
| Φ20 | 120 | 36 | 6 | 0.53 | 60 |
| Φ22 | 132 | 40 | 6.8 | 0.74 | 45 |
| Φ25 | 150 | 45 | 7.5 | 1.04 | 30 |
| Φ28 | 168 | 50 | 8 | 1.45 | 25 |
| Φ32 | 192 | 55 | 9 | 2 | 12或15 |
| Φ36 | 216 | 63 | 10 | 2.83 | |
| Φ40 | 240 | 70 | 11 | 4.7 | |
如由客户未提供确定的套筒的类型和规格时,客户应正确说明其类型、规格和要求,在供需双方理解一致的条件下签订合同。
1、客户将产品类型和规格尺寸与我们的业务员沟通好。
2、收到客户规格尺寸,为客户提供套筒报价(价格清单)。
3、具体商定:交货期、特殊要求等事宜。
4、订货付款后,我公司第一时间安排出货。

直螺纹套筒是靠两把管钳把钢筋与套管上紧,来连接两根钢筋。套筒挤压连接是通过挤压机械将套管挤压来卡住钢筋以连接两根钢筋。
本文由专业的钢筋连接套筒厂家"卡普乐机械"发布,如若转载请注明出处
上一篇:钢筋冷挤压连接
下一篇:没有了
相关产品
相关文章
订购热线