全国订购电话:18632802355
全国订购电话:18632802355  全国订购电话:18632802355
全国订购电话:18632802355 

— 产品列表 —
PRODUCT CENTER电话:0318-6662348
传真:0318-6662348
手机:18632802355
地址:河北省衡水市工业园区
轴向冷挤压钢筋套筒:是采用轴向推挤、轴向压缩成型原理的钢筋机械连接套筒,区别于传统径向(环向) 冷挤压套筒;钢筋套筒厂家直销
表面处理:本色/退火处理
材质:20#碳钢/45#碳钢
产品详情
来源: 最后更新时间:2026-05-06 15:06:48 人气:6766

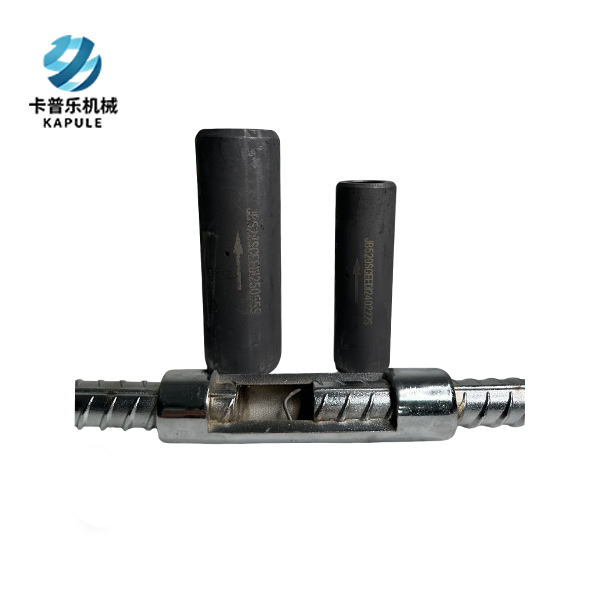
轴向冷挤压钢筋套筒:是采用轴向推挤、轴向压缩成型原理的钢筋机械连接套筒,区别于传统径向(环向) 茂名冷挤压套筒;依靠专用轴向挤压设备,沿钢筋轴线方向对套筒端部进行缩径、压实,使套筒内壁与带肋钢筋横肋产生轴向机械咬合,实现钢筋等强连接。
轴向冷挤压钢筋套筒核心结构与材质
材质:优质 20# 无缝钢管、45# 调质钢,塑性好、挤压不裂、强度稳定。
结构:整体直筒式,不分内外套;两端为钢筋插入段,中间为定位对中段。
适配钢筋:HRB400、HRB500 带肋钢筋,常用规格 Φ16~Φ40。
与普通径向冷挤压套筒本质区别
受力方式:轴向挤压(沿钢筋轴线压缩);普通是径向环抱挤压。
施工特点:钢筋无需转动、套筒不用侧向压模,适合竖向钢筋、钢筋笼预埋、梁柱节点狭小空间。
成型效果:轴向缩径密实、不易开裂,接头同心度更高、偏心极小。
作业环境:无明火、无焊接、不用用电焊,禁火工地、隧道、地铁、核电均可使用。
施工准备
遵循:JGJ 107《钢筋机械连接技术规程》、厂家专项轴向挤压工艺标准。
(1)材料要求
套筒规格必须与钢筋同直径匹配,严禁大小混用。
套筒外观无裂纹、无变形、无严重锈蚀,有出厂合格证、型式检验报告。
钢筋端部必须用切割机切割,严禁气割;端面平整、无马蹄口、无翘曲。
清理钢筋端部铁锈、泥沙、油污,保证插接干净。
(2)机具要求
专用轴向冷挤压液压机、高压油泵、限位挡头、标尺、红漆记号笔;
设备压力表必须在校验有效期内,油管无破损、无渗漏。
(3)人员要求
操作人员经专项培训上岗,熟悉轴向挤压专用流程,不得按径向挤压工艺操作。
施工工艺流程
钢筋端头修整 → 画插入深度标线 → 套筒套入一端钢筋 → 对接第二根钢筋同轴就位 → 轴向挤压设备就位 → 两端依次轴向推挤缩径 → 外观检查 → 送检验收
关键操作要点(核心规范)
1.钢筋对位
两根钢筋插入套筒,居中对顶、保持同轴,不得错边、倾斜;轴线偏心严格控制在规范允许范围内。
2.插入深度控制
在钢筋端部标出插入限位线,钢筋必须插至标线位置,不得插浅、不得插到底顶死过量。
3.轴向挤压方式
采用从套筒端部向中间轴向施压缩径,只压套筒两端预留挤压段,严禁挤压套筒中间对接区。
全程沿钢筋轴线直线推挤,不斜压、不偏压。
挤压至套筒端部均匀缩径、贴合钢筋外肋,成型后端口规整、无劈裂。
4.压力控制
严格按对应钢筋直径设定油泵压力,达到额定压力、套筒缩径成型后稳压 2~3 秒再泄压,不得中途卸压。
5严禁违规操作
禁止用气割切钢筋端头;
禁止钢筋歪斜、不同轴强行挤压;
禁止压力不足敷衍成型、禁止超压硬挤造成套筒开裂;
禁止把轴向套筒当径向套筒用侧向挤压。
如由客户未提供确定的套筒的类型和规格时,客户应正确说明其类型、规格和要求,在供需双方理解一致的条件下签订合同。
1、客户将产品类型和规格尺寸与我们的业务员沟通好。
2、收到客户规格尺寸,为客户提供套筒报价(价格清单)。
3、具体商定:交货期、特殊要求等事宜。
4、订货付款后,我公司第一时间安排出货。
一级套筒是钢筋连接套筒的抗拉强度达到或超过596Mpa就是一级套筒。通俗讲,一级套筒就是达到或超过钢筋母材抗拉强度1.1倍的钢筋连接套筒。
钢筋丝头加工工艺流程(1)钢筋端面平头:宜采用砂轮切割机或者其他专用设备切割钢筋端头,严禁气割。要求钢筋端头切割面与母材轴线垂直。
直螺纹墩粗套筒外径和长度跟直螺纹套筒没有区别,这者在钢筋套丝过程中的施工工艺不一样,跟外径和长度没有任何关系。
本文由专业的钢筋连接套筒厂家"卡普乐机械"发布,如若转载请注明出处
原文地址:https://www.lengjiyataotong.com/maoming_taotong/424.html
下一篇:茂名钢筋接头
相关产品
相关文章
订购热线